






产品类别:
应用领域:给排水管道工程
连接方式:焊接连接
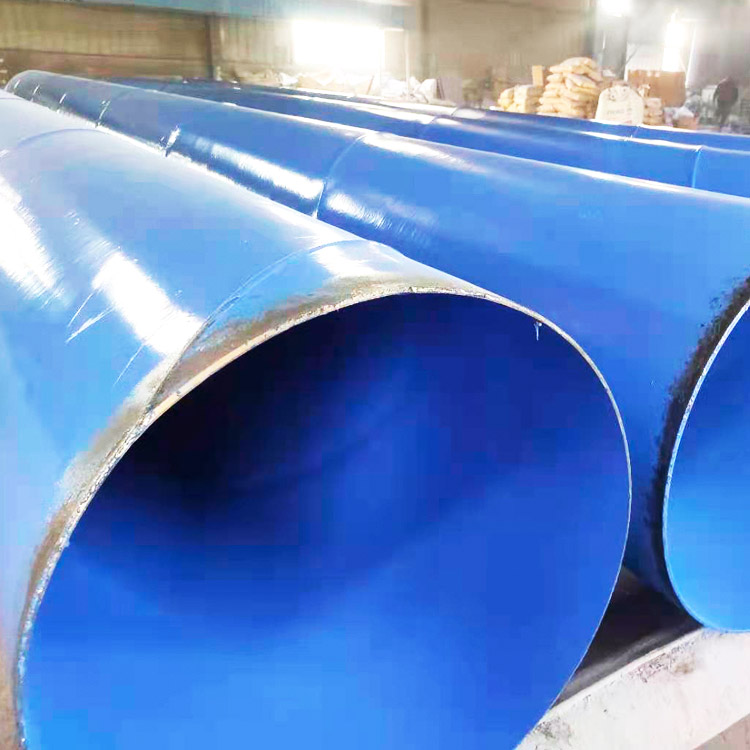
说明:涂塑钢管生产步骤大致说来,可以分为以下几个步骤,压槽加工,喷砂,锈迹处理,预热,喷涂,固化,后处理等相关工艺。这里有几点是需要值得特别说明的是,钢管进厂检测是很有必要的,也是很关键的,检查是否有裂缝,是否有弯扁处,是否有缺口等等,这些都关系到管道能否正常使用.
热喷涂环氧粉末防腐钢管防腐结构:采用静电喷涂工艺在钢管表面涂敷环氧粉末,一次成膜。该涂层具有涂敷操作简便,涂层抗冲击和抗弯曲性能好,耐温性高等优点。2PE/3PE防腐2PE/3PE防腐结构:在钢管表面静电喷涂环氧粉末并侧向缠绕粘接剂,侧向缠绕聚乙烯防腐层,结合三者优良性能,从而显著提高了防腐管道的整体品质。具有耐化学腐蚀,剥离,耐机械破坏性能。环氧煤沥青防腐环氧煤沥青防腐结构:由环氧树脂+煤焦油沥青+填料制成的防腐涂料在钢管表面上用玻璃布作为加强涂敷形成防腐层,常用于管道外壁防腐。厚度一般为0.5~1.0mm。
热喷涂环氧粉末防腐钢管使用寿命:40年到50后高密度聚乙烯外套防腐高密度聚乙烯外套防腐结构:在钢管外表面包裹高密度聚乙烯材料制成,具械强度和优良的耐腐蚀性能,可以保护钢管在运输,安装及使用过程中避免因外界因素而造成的破坏。制造外套管,紫外线稳定剂和碳黑等。聚乙烯外套管易老化,如露天存放宜用篷布等物遮盖,堆放处应远离高热源和火源,制成防腐钢管后,禁止暴晒,骤冷,否则聚乙烯外套管易开裂,影响产品性能和使用寿命。环氧粉末浸塑工艺防腐环氧粉末一直是采用静电喷涂工艺涂敷。
由于环氧粉末浸塑工艺受附着力问题困扰,环氧粉末的浸塑始终没能推广。近年来随着三椰环氧粉末浸塑专用液开发成功,攻克了环氧粉末浸塑工艺的附着力难题,开始出现环氧粉末的浸塑这一新兴工艺。
涂塑钢管生产流程及工艺:
1、钢管喷砂
钢管内外表面通过抛丸设备进行抛丸处理,处理后达到GB8923-1998标准中规定的Sa2.5级要求,抛丸后真空吸附设备吹扫,清洁度达到A级,并去除灰尘,油污。对表面预处理的质量,清洁度,锚纹深度进行检验,合格后方能涂塑。
2、钢管预热
对已经抛丸除锈处理合格的管道进行加热,加热至工艺要求的温度范围(200°-220°),而且加热均匀,内外加热一次成型,避免二次加热破坏涂覆的涂层。温度过高或者温度过低,都会造成涂层附着力不足,影响涂塑钢管的使用寿命。
3、钢管内外涂塑加工
一般情况下管道外壁采用喷涂工艺,管道内壁采用滚涂工艺。管道内壁喷涂的常用工具是压缩空气喷枪,使用喷枪将喷涂于预热后的管道内外管壁。涂层厚度取决于喷枪的喷涂量、流水线速度,涂层厚度可以通过调整喷枪喷出量和流水线速度来调整。涂层厚度一般在150μm~500μm。





型电泳铝材")
